谢冬和(湖南汽车工程职业学院 机电工程系)
摘 要:在使用快走丝线切割机对凸模进行多次切割时的分析研究中发现,采用多次切割工艺能提高凸模的加工精度和表面质量,但有一定的前提条件,需对快走丝线切割机进行适当改造,针对具体工件加工,提出了多次切割时的理想工艺参数。
关键词:快走丝线切割机;多次切割技术;工艺参数
中图分类号:TG671 文献标志码:B
The application of multiple cutting technology in the fast wire cutting machine
Xie Dong he (Hunan automotive engineering Career Academy)
Abstract:In the use of the fast wire cutting machine for multiple cutting of the convex mold, the analysis of the use of multiple cutting process can improve the machining accuracy and surface quality, but there is a certain premise, the need to carry out the appropriate transformation of the fast wire cutting machine, for specific parts processing, put forward many times of the ideal process parameters。
Key word:Fast wire cutting machine; multiple cutting technology; process parameters
一、前言
随着模具工业的快速发展,人们对快走丝线切割机的加工要求也越来越高,要求线切割机在能够快速切割的同时,切割件要有较高的表面质量和尺寸精度,慢走丝线切割加工时为保证产品质量,也采用了多次切割技术,第一次采用较大的脉冲电流对工件进行粗切割,第二次用较小的脉冲电流对工件进行精加工,第三次则使用精规准对工件进行抛光加工。但慢走丝线切割机价格贵,且运行成本也高,而快走丝线切割机的价格相对便宜,运行费用也低,因此,快走丝线切割机在模具及精密制造业中得到了广泛的应用。本文以快走丝线切割机加工凸模为例阐述多次切割技术在快走丝线切割机上是如何来保证其加工精度和质量的。
二、多次切割技术实施的基本条件
由于DK7732型快走丝线切割机是普通机床,在使用多次切割技术时,必须对其进行适当改造才能使加工后的凸模质量达到要求,其改造过程如下:
1)普通机床使用的丝杠精度较低,在换向进给时存在一定的误差,使产品加工后的精度难以满足要求,因此,必须换成带预紧力的滚珠丝杠副。此种滚珠丝杠副所需的传动力矩小,传运平稳且无爬行现象。由于带有一定的预紧力,消除了丝杠副运动时的反向间隙,保证了控制系统和工作台的同步性。
2)采用陶瓷“眼模”导丝嘴。DK7732型快走丝线切割机采用普通导丝嘴,其内孔直径为13mm(如图2所示),而钼丝直径仅有0.18mm,钼丝活动范围大,运行时的抖动也大,如果改用孔径为0.195mm的“眼模”导丝嘴(如图2所示),可将运行中钼丝的抖动即形位变化控制在极小范围内,还可消除多次切割中的定位误差,提高定位精度。这种导丝嘴在安装时要注意保证上下两个导丝嘴的同轴度,并用校丝器进行严格校正。

3)进电方式的改进。DK7732型快走丝线切割机采用钼丝在导电块表面无束滑行的方式进电(如图3所示),当钼丝在高速运行中发生抖动时会使钼丝与导电块之间接触不稳定,造成进电不稳;钼丝与导电块处产生二次火花放电,降低施加在钼丝与工件间的脉冲能量,从而减缓切割速度;火花放电会在导电块表面切割出细槽,此细槽会卡信钼丝,增加钼丝的运行阻力,造成钼丝被拉断及工件报废。如果将负极前移至与导轮座相连,改导电块进电为导轮座进电,导电块只起支承作用,改进后的导轮座如图4所示。图中滚珠10通过弹簧的作用与导轮轴紧接触,这样脉冲电流从接线柱1、铜束丝13、滚珠10将电流传递给导轮,钼丝在导轮上进电,改进后,不但缩短了进电路线,也增大了钼丝的接触长度,使进电可靠,改进后的进电方式如图5所示。
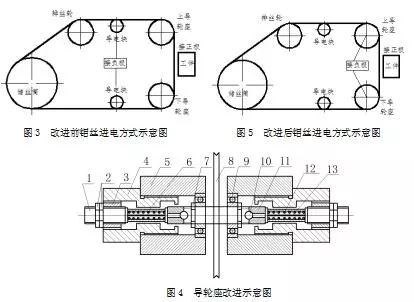
1-铜接线柱;2-螺母;3-铜端盖;4-塑料螺套;5-导轮座;6-导管;7-螺母;8-导轮;9-轴承;10-滚珠;11-滚珠支承座;12-弹簧;13-铜束丝
三、工艺参数的选择及计算
在改造过的DK7732型快走丝线切割机上,使用多次切割技术切割如图6所示的凸模工件。切割分三次完成,走丝路线如图7所示。第一次粗切割沿着1→2→3→4→5→6→7路径,第二次粗切割沿着7→6→5→4→3→2→1路径进行,第三次精微切割沿着1→2→3→4→5→6→7路径。
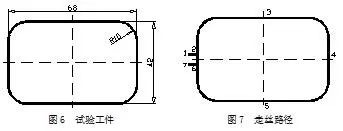
由于凸模切割属于内切割,为了能实现多次切割,必须保留一小段最后切割(见图中的2→6),已切割部分可用强磁铁吸住,防止凸模工件往下坠落,然后再按同样的切割工艺对2→6段进行切割来保证凸模精度。
1.第一次切割时工艺参数的选择与计算
第一次切割时的主要目的是快速稳定切割,尽快地去除工件上的余量,并使工件基本符合图纸要求,其脉冲参数、钼丝补偿间隙及走丝速度的选用原则及计算方法如下:
1)脉冲电参数:由于是粗切割,应选取较大能量的脉冲参数,并采用脉冲电流逐个增大的方法来保证其切割平稳性以获得较好的切割效果,切割电流控制在3.2A左右。
2)切割中钼丝补偿间隙的计算:
式中:为钼丝补偿间隙(mm);为第一次切割时的平均放电间隙(mm);为钼丝直径(mm);为预留给第二次切割的加工量(mm);为精修量(mm)。
在采用大脉冲电流进行切割的情况下,钼丝与工件间的放电间隙约为0.01mm,留下的精修量很小,切割余量主要取决于工件切割后的表面粗糙度。粗切割时凸模的表面粗糙度控制在3.2,预留给第二次的切割量=0.05mm,钼丝直径=0.18mm,这样钼丝的补偿间隙=0.15mm。
3)走线方式:利用储丝筒带动钼丝作全钼丝往复运动,钼丝的运行速度控制在10.2m/s。
2.第二次切割时工艺参数的选择与计算
第二次切割的主要目的是修光第一次的切割表面并确保工件的尺寸精度,因此,其切割参数的选择应有明显不同。
1)脉冲电参数:要达到修光的目的,必须采用较小的脉冲能量,而降低脉冲能量的主要方法是减小脉宽,但脉宽选得过小,会影响切割速度,在兼顾质量与效率的情况下,控制脉宽为12,切割电流为1.2A,这样可使表面粗糙度值≤1.6。
2)切割中钼丝的补偿间隙:第二次切割的主要任务是精修切割,此时的放电间隙比第一次的更小,可控制在0.005mm,而预留给第三次的精切割余量更小,放电间隙与预留量之和设定为0.02mm,这样钼丝的补偿间隙=0.115mm。
3)走丝方式:以降低丝速的方法来实现修光切割面的目的,降低丝速虽可减小钼丝的抖动,但往复切割仍会在工件表面留下一道道条纹,故应采取短行程往复切割,并将丝速控制在4m/s,这样可基本消除第一次留下的切割条纹。
3.第三次切割时工艺参数的选择与计算
第三次切割的目的是精修第二次切割留下的痕迹,确保工件表面的粗糙度和精度符合图纸要求,属于精微抛光切割,其工艺参数要求如下。
1)脉冲电参数:因其表面粗糙度要达到0.4左右,只有精微切割时才能达到要求,脉宽要更小取4,加工电流控制在0.8A。
2)切割中钼丝的补偿间隙:因属于精微抛光切割,采用的脉冲电参数更小,对应的放电间隙也小,取0.005mm,这样钼丝的补偿间隙=0.095mm。
3)走丝方式:为了保证凸模的切割精度和表面粗糙度,使用类似磨削的工艺方法将丝速控制在1.2m/s,并采用超短行程往复运丝来消除切割表面的条纹及排除钼丝与凸模间的电蚀物。
四、结束语
通过对凸模工件采用多次切割技术进行切割时发现,在对快走丝线切割机进行适当改造的前提下,对工件实施多次切割技术来提高其表面质量和切割精度是可行的,但要把这种技术推广到实际应用中,除了对机床进行改造外,还要考虑如钼丝的切割中的损耗、工作液的浓度及黏度、补偿间隙等对切割质量和精度的影响,以及在切割中不断地对有关参数进行试验和修正。
参考文献:
[1]李明辉.数控电火花线切割加工工艺及应用[M].北京:国防工业出版社,2010.
[2]张艳.高速走丝电火花线切割精度及表面质量的研究[D].南京:南京航空航天大学,2010.
[3]王斌修.基于DK7740P电火花线切割机床多次切割研究[J].机械设计与制造,2010(01).
[4]高秀兰.浅析线切割中的存在的问题及对策[J].模具工业,2002,10(3):56-56.
[5]张晓燕.高速走丝电火花线切割加工中断丝现象的改善与预防[J].模具工业,2005,31(5):53-53.
作者简介:谢冬和(1964年-),男,湖南郴州人,讲师,主要从事机械制造方面的教学工作,地址:湖南株洲市红旗北路476号湖南汽车工程职业学院,(电话)13100230272,




